鋼鐵冶金行業安全氣體(CO、O2)監測方案
發布日期:2016/6/30 11:29:13 點擊次數:68422
1. 鋼鐵冶金過程中煙氣在線監測的必要性
1.1 有利于資源再利用,降低企業成本
一般來說,每生產1t粗鋼約需2.1×107kJ的能量,約能產生4.2×106kJ的高爐煤氣、4.2×106kJ的焦爐煤氣及1.0×104kJ的轉爐煤氣,副產煤氣約占鋼鐵企業能源總收入的30%-40%。因此,實現副產煤氣的回收再利用可以極大地降低鋼鐵冶金產業的成本,實現資源的有效利用。而煤氣是否有回收的價值,取決于煤氣中CO等能源氣體的濃度,CO和O2在線監測系統是測量氣體濃度的關鍵。
1.2 保證生產行為的安全性
高爐和焦爐煤氣中的CO濃度較高,它在空氣中的混合爆炸極限為12.5%~74%,只要濃度達到爆炸極限,遇到明火極容易發生爆炸。一氧化碳的危害性和爆炸可能性均與其濃度相關,因此必須采用先進的技術對煤氣中的CO和O2進行實時監測。
1.3 環境保護的需要
目前我國現有20余家年產鋼量400-2000萬噸的鋼鐵聯合企業,其中相當一部分企業高爐煤氣排放量為10-30萬m3/H。按照這樣的排放量來推理可知冶金企業可以嚴重影響周圍數公里的空氣質量,造成大氣污染。嚴重的空氣污染不僅危害著周圍居民的身體健康,同時惡化了生態環境。總之冶金企業周邊環境的質量的優劣與其排放的CO的濃度關系密切。
2. 煙氣在線監測技術現狀
目前在國內煤氣的非分光紅外氣體檢測和電化學檢測等方法和光譜吸收型激光傳感技術。其優缺點對比如表1:
表1 煙氣在線監測已有技術優缺點比較
|
|
優點
|
缺點
|
|
電化學檢測法
|
-
體積小、操作簡單、攜帶方便
-
傳感器性能比較穩定,耗電少
-
溫度適應性比較寬(有時可以在-40℃到50℃間工作)
|
-
電解液的壽命有限,一般為1年左右
-
可測量范圍窄,在氣體濃度超量程時探測器容易受到永久性損壞
-
容易受到其他氣體的交叉影響
|
|
非分光紅外氣體檢測法
|
-
測量準確
-
待測氣體交叉影響小
|
-
受水汽和粉塵影響大,需要預處理,使維護難度和成本上升
-
系統反映時間長(通常大于20秒)
|
|
可調諧二極管激光吸收光譜技術
|
-
待測氣體的吸收光譜具有高分辨率、高選擇性,不受粉塵、水汽和其他氣體的影響
-
速度快、靈敏度高、無需預處理
|
價格相對較高
|
3. 鋼鐵冶金行業安全生產監測系統建設方案
3.1 監測儀器選擇及儀器原理
選取以基于可調諧二極管(TDLAS)激光吸收光譜技術的激光在線氣體分析儀(圖1)為本方案中所需的監測設備。
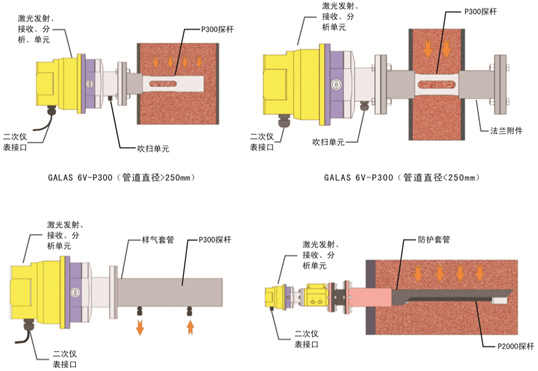
圖1 天瑞儀器激光在線氣體分析儀GALAS 6V示意圖
這項技術的基本原理是Lamber-Beer定律(圖2),氣體吸收激光的強度與其濃度成正比,通過測量氣體吸收激光強度可計算出氣體濃度。大多數氣體只吸收特定波長的光。激光的發射波長隨二極管溫度和電流的變化而改變,激光二極管安裝了半導體制冷器和溫度傳感器使得發射波長穩定。
3.2 監測系統建設組成
根據鋼鐵冶金的過程以及實際監測需要,安全生產監測系統建設由3個部分組成,分別為轉爐煤氣監測、高爐煤氣監測和焦爐煤氣監測。
3.2.1 轉爐煤氣監測
如圖2可見,在回收側盅形閥/分散側盅形閥前布設煙氣在線分析儀,只有當通過CO在線監測系統測得轉爐煤氣中的CO濃度在30%以上時,才打開氣體切換站的回收側盅形閥進入煤氣柜儲存,否則通過分散側盅形閥通過放散塔點火燃燒。在煤氣柜前布設煙氣在線分析儀,只有在線監測系統測分析保證煤氣柜內O2含量不會超標(控制在1%以下)才允許焦煤煤氣進入煤氣柜,否則啟動停止回收,以保證系統的穩定性和安全性。
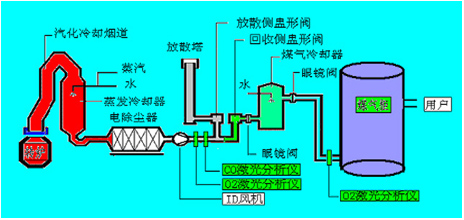
圖2 天瑞儀器激光在線氣體分析儀GALAS 6V在轉爐系統中監測點的布設
3.2.2 高爐煤氣監測
如圖3所示,根據工藝生產和安全要求,高爐煤氣監測系統點位布設分為以下幾個部分:
(1)監測點1:高爐煤氣分析,CO和CO2,控制高爐爐況和回收能源氣;
(2)監測點2:分析熱風爐煙氣中O2,監控熱風爐燃燒狀態和優化燃燒效率;
(3)監測點3、4:分別為磨機入口和布袋出口,監測O2是否超限,起安全檢測和控制作用;
(4)監測點5:監控煤粉倉內CO是否超限,避免煤粉倉內煤粉自燃。
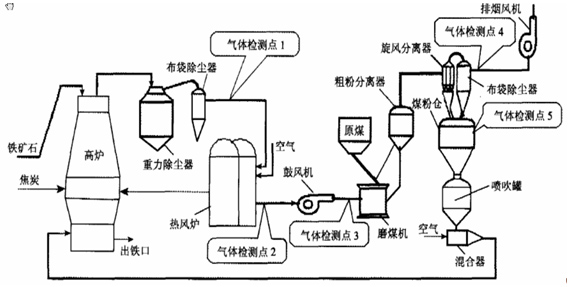
圖3 天瑞儀器激光在線氣體分析儀GALAS 6V在高爐系統中監測點的布設
3.2.3 焦爐煤氣監測
如圖4所示,根據工藝生產和安全要求,焦爐煤氣監測系統點位布設位于電捕捉器中,分析控制電捕焦油器中的O2,防止煤氣與O2混合達到一定比例爆炸。
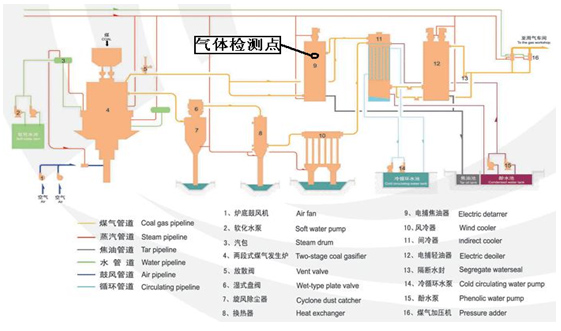
圖4 天瑞儀器激光在線氣體分析儀GALAS 6V在焦爐系統中監測點的布設
4. 天瑞儀器激光在線氣體分析儀GALAS 6V系統概述
4.1 性能特點
GALAS 6V系列激光氣體分析儀由于采用了激光半導體二極管吸收光譜(TDLAS)技術,從根本上解決了采樣預處理帶來的諸如響應滯后、維護頻繁、易堵易漏、易損件和運行費用高等各種問題。
4.2 GALAS 6V系列的主要技術指標
表2 天瑞儀器激光在線氣體分析儀GALAS 6V測量指標
|
測量氣體
|
O2
|
CO
|
H2O
|
|
測量范圍(標準環境)
|
0-100%
|
0-2%
|
0-20%
|
|
最低的檢測限制
|
100ppm-v
|
1ppm-v
|
5ppm-v
|
|
準確性(包括噪音,線性和重復性)
|
±2%/100ppm
|
±2%/1ppm
|
±2%/10ppm
|
|
分辨率
|
100ppm-v
|
1ppm
|
5ppm
|
|
響應時間(T90)
|
< 2 s
|
< 4 s
|
< 4 s
|
|
吹掃氣
|
0.3~0.8Mpa工業氮氣
|
0.3~0.8Mpa工業氮氣
|
0.3~0.8Mpa工業氮氣
|
|
待測氣體壓力范圍
|
0.8bar~5bar(絕壓)
|
0.8bar~2bar(絕壓)
|
0.8bar~2bar(絕壓)
|
|
待測氣體的溫度范圍
|
<80℃
|
|
取樣速率
|
1s
|
|
漂移
|
可以忽略(在每個測量周期小于測量范圍的2%)
|
|
預熱時間
|
通常<1分鐘
|
|
工作溫度范圍
|
探桿工作溫度范圍 (在線安裝) :-20 ~ +55℃ (-4~131oF)
光學端工作溫度:-40 ~+70 ℃(-40~+158oF)(不結露)
|
|
防護等級
|
IP66
|
4.3 現場譜圖數據
下圖為寧夏某鋼鐵廠實際應用GALAS 6V測量CO和O2的工作圖譜:
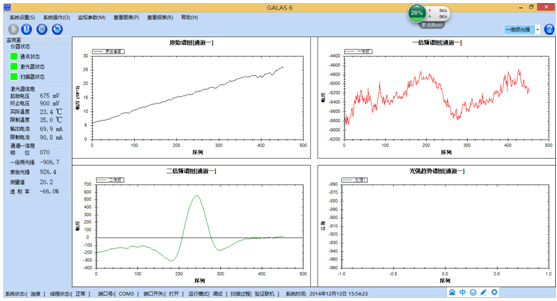
圖5 氧氣不煉鋼時譜圖

圖6 一氧化碳煉鋼時譜圖
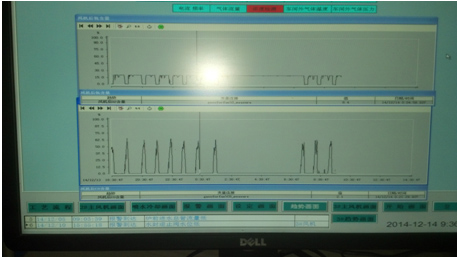
圖7 煉鋼歷史數據
相關產品
