前言
焊條由焊芯及藥皮兩部分構成。焊芯是一根具有一定直徑和長度的金屬絲。焊接時焊芯的作用;一是作為電極,產生電弧; 二是熔化后作為填充金屬,與熔化的母材一起形成焊縫。為了保證焊縫的質量與性能,對焊芯中各金屬元素的含量都有嚴格的規定,特別是對有害雜質(如硫、磷等)的含量,應有嚴格的限制,優于母材。焊芯成分直接影響著焊縫金屬的成分和性能,所以焊芯中的有害元素要盡量少。
涂在焊芯外面的藥皮,是由各種礦物質(如大理石、螢石等),鐵合金和粘結劑等原料按一定比例配制而成。藥皮的主要作用是:使電弧容易引燃并穩定電弧燃燒;形成大量氣體和熔渣以保護熔池金屬不被氧化;通過熔池中冶金作用去除有害的雜質(如氧、氫、硫、磷等)和添加合金元素以提高焊縫的力學性能。
一、焊條簡介
1.1、焊條化學成分分類
焊芯主要為金屬合金
按照焊條藥皮的主要化學成分來分類
1.11鈦型
藥皮成分范圍(%)
SiO2 15~31 TiO2 24~48 MnO 5~7 FeO 4~22 MgO 5~7 AI2O3 4~6 CaO<10 揮發成分<12
1.12鈦鈣型
藥皮成分范圍(%)
SiO2 10~30 TiO2 20~35 MnO 6~9 FeO 5~25 MgO 1~5 AI2O3 5~8 CaO 8~12 揮發成分<10
1.13鈦鐵礦型
藥皮成分范圍(%)
SiO2 23~28 TiO2 10~18 MnO 10~19 FeO 7~25 MgO 1~8 AI2O3 3~9 CaO 2~10 揮發成分2~10
1.14氧化鐵型
藥皮成分范圍(%)
SiO2 35~40 TiO2 < 10 MnO 16~18 FeO 30~35 MgO<5 AI2O3 <4 CaO<3 揮發成分<2
1.15纖維塑性
藥皮成分范圍(%)
SiO2 20~26 TiO2 11~15 MnO2 6~8 FeO 2~12 MgO 3~5 AI2O3 9~10 CaO <2 揮發成分2~10
1.16低氫型
藥皮成分范圍(%)
SiO2 5~25 TiO2 <22 MnO 2~7 FeO 2~20 MgO<5 AI2O3 <12 CaO 8~26 揮發成分<20
1.2、焊條原材料
一旦焊芯、藥皮類型被選定后,即可依據焊條藥皮中的成分要求來選取所需要的原材料。
1.21原材料分類與用途
金屬及鐵合金類 金屬及鐵合金在藥皮中主要作用有兩個,即冶金反應和合金化。
冶金反應類:鋁粉、硅鐵、錳鐵、鈦鐵,作用是脫氧、硫、磷;
合金化類:金屬鉻、鎳、鉬鐵、釩鐵、鈦鐵、錳鐵等,作用是過渡合金元素。
1.22礦物類
如 大理石、白云石、螢石、白泥、長石、云母等,作用是造氣造渣穩弧等。
1.23化工產品類
如 碳酸鉀、鈦白粉、碳酸鋇、純堿、水玻璃等,作用穩弧粘結成型。
1.24有機物類
淀粉、木粉、微晶纖維素、竹粉、糊精等,作用是增加電弧保護氣氛,加大電弧吹力作用和改善涂料的壓涂性能。
原材料標準對上述原材料的純度和顆粒度都有具體要求。如金屬錳,過40目為100%,過60目<50%如果金屬及鐵合金的顆粒過細,易在焊接過程燒損,過粗,造成合金元素過渡不均勻。
1.3、焊條主要測量元素
由于焊條由焊芯和藥皮組成,焊芯主要為金屬元素,藥皮主要為礦物質。所需測量元素較多,需測量元素為Na、Mg、Al、Si、P、S、K、Ca、Ti、V、Cr、Mn、Fe、Co、Ni、Cu、As、Zr、Nb、Mo、Sn、Sb、Ba、Ta、Re、Pb、Bi等,其中P、S等為有害物質,對有害雜質的含量,應有嚴格的限制,優于母材。焊芯成分直接影響著焊縫金屬的成分和性能,所以焊芯中的有害元素要盡量少。
二、焊條行業應用解決方案
X熒光分析儀系統主要由分析儀、樣品制備設備(包括振動磨、壓片機)、計算機系統(主要包括主機、監視器、打印機、鍵盤、X熒光分析儀數據通訊接口、DCS系統通訊接口)等組成,目前我公司針對焊條行業有EDX3600B、EDX3600、EDX6000B三種型號X熒光光譜儀。
2.1分析儀器的基本參數
分析儀器基本配置要求:

臺式儀器型號:EDX3600B、EDX3600
X光管:Rh靶材;50W;
高壓:50KV;1mA
探測器:SDD(硅飄移探測器)
配置真空裝置,包括真空泵
測試元素:S、P、Mn、Fe、Cr、Ni、Si、Al、Ca
以下的精度指標是EDX3600B的基本參數。
2.11 EDX 3600B基本參數
EDX3600B X熒光光譜儀是利用XRF技術解決國內焊條公司對復雜成份、多類型櫚中元素的快速、準確分析。該技術的主要特征為:利用低能X光激發待測元素,對Si、S、AI、Na、Mg等輕元素有良好的激發效果,并且測試時間短,大大提高了檢測效率和工作效率; 采用UHRD探測器,具有良好的能量線性和能量分辨率,及良好的能譜特性,較高的峰背比; 采用自動穩譜裝置,保證了儀器工作的一致性;利用解譜技術使譜峰分解,使采用UHRD探測器的分析儀對Si、S、AI等輕元素的測試具有和的分析精度;采用相似自動分類技術使分類更準確,有效地克服基效應對測量帶來的影響;采用多參數的線性回歸方法,使元素間的吸收、增強效應得到明顯的消除。
測量元素范圍:從鈉(Na)至鈾(U)
元素含量分析范圍:1ppm—99.99%
同時分析元素:24種元素同時分析
測量鍍層:鍍層厚度測量最薄至0.005微米,可分析5層以上的鍍層
分析精度:0.05%
測量對象狀態:粉末、固體、液體
測量時間:60s—200s
能量分辨率為:(150±5)eV
管壓:5KV—50KV
管流:50uA—1000uA
2.12EDX 3600基本參數
產品名稱:Skyray X熒光光譜儀
型號:EDX3600
輸入電壓:AC 110V/220V
消耗功率:200W
環境溫度:15℃-30℃
環境濕度:35%-70%
分析精度:0.05% (96%以上)
鍍層厚度測量精確最高至0.01μm
測量時間:60s-200s
管壓:5kV-50kV
管流:50μA-1000μA
能量分辨率為:(150±5)eV
元素含量分析范圍:1ppm-99.99%
同時分析元素:24種元素同時分析
測量對象狀態:粉末、固體、液體
測量元素范圍:從鈉(Na)至鈾(U)。
2.2 分析儀器標準配置
2.21 EDX 3600B標準配置
單樣品真空腔體
計算機、打印機
電制冷UHRD探測器
信噪比增強器
光路增強系統
內置高清晰攝像頭
可自動切換型準直器和濾光片
精準的升降平臺
加強的金屬元素感度分析器
真空泵(可選)
壓片機(可選)
2.22、 EDX 3600標準配置
單樣品真空腔體
計算機、噴墨打印機
真空泵(可選)
壓片機(可選)
半導體探測器
放大電路
X光管及高低壓電源
WINDOEWS版測試分析測試軟件
2.3、儀器測量數據
2.31、EDX3600B測量數據
焊條是由焊芯和藥皮組成,焊芯為金屬合金主要為鋁粉、硅鐵、錳鐵、鈦鐵,金屬鉻、鎳、鉬鐵、釩鐵、鈦鐵、錳鐵等。藥皮主要是礦物類,如 大理石、白云石、螢石、白泥、長石、云母等。還有一些化工產品,如 碳酸鉀、鈦白粉、碳酸鋇、純堿、水玻璃等,作用穩弧粘結成型。
焊條需要檢測元素較多,其中P、S等為有害物質,對有害雜質的含量,應有嚴格的限制。焊芯成分直接影響著焊縫金屬的成分和性能,所以焊芯中的有害元素要盡量少。
由于篇幅原因,在這里不再對每一種產品進行測試數據對比分析,舉例說明采用儀器對白云石、硅鐵、螢石產品進行數據分析。
(一)、白云石
白云石是碳酸鹽礦物,主要成分為CaMg(CO 3 ) 2。它的晶體結構像方解石,
常呈菱面體。遇冷稀鹽酸時會慢慢出泡。有的白云石在陰極射線照射下發橘紅色光。白云石是組成白云巖和白云質灰巖的主要礦物成分。白云石可用于建材、陶瓷、玻璃和耐火材料、化工以及農業、環保、節能等領域。主要用作堿性耐火材料和高爐煉鐵的熔劑;生產鈣鎂磷肥和制取硫酸鎂;以及生產玻璃和陶瓷的配料。白云石含量大概為:CaO 30.4%、 MgO 21.9%、 CO2 47.7%。使用EDX3600B對它們進行測試。
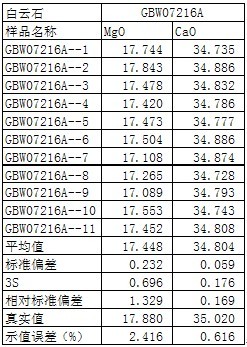
這里以測試國家標樣中的白云石為例。
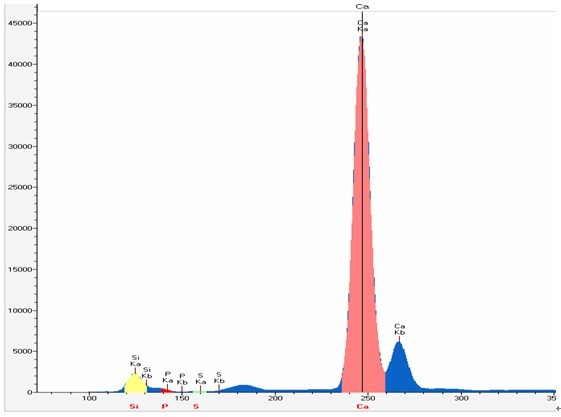
以下使用EDX 3600B型對白云石國標樣GBW07216A實際測試的所得的譜圖,工作曲線等相關數據:
① .白云石在EDX 3600B上測試的譜圖
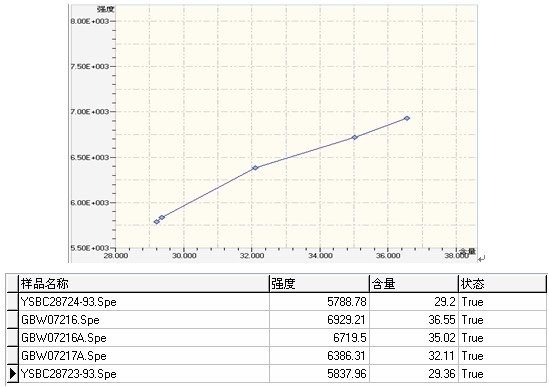
② . 白云石國標樣Ca的工作曲線與相關數據
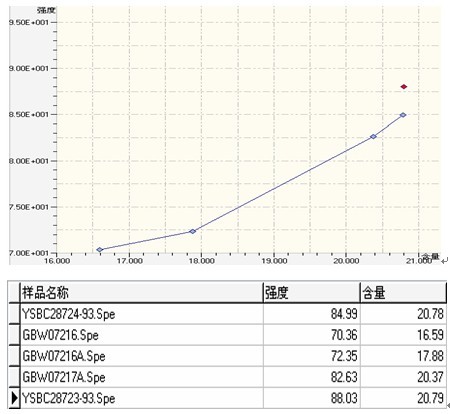
③ .白云石國標樣Mg的工作曲線與相關數據
④ .實際測試白云石國標樣GBW07216A的數據如下為
(二)、螢石
螢石又稱氟石,是一種常見的鹵化物礦物,它是一種化合物,化學成分: CaF2 ,Ca:51.1%,F:48.9%,是提取氟的重要礦物。螢石一般呈粒狀或塊狀,具有玻璃光澤,綠色或紫色為多。螢石在紫外線或陰極射線照射下常發出藍綠色熒光,它的名字也就是根據這個特點而來。 在人造螢石技術尚未成熟前,是制造鏡頭所用光學玻璃的材料之一。
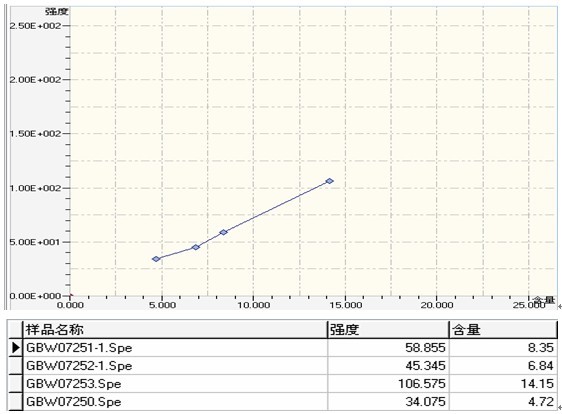
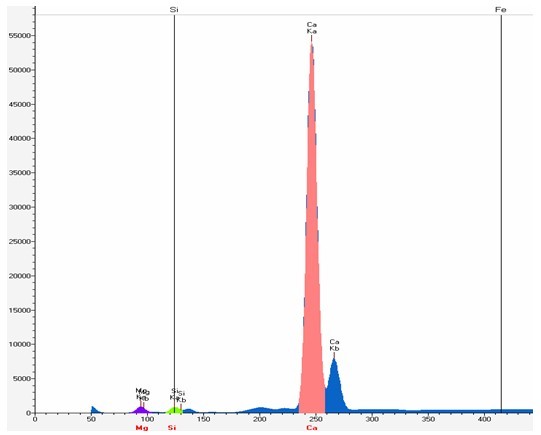
這里以測試國家標樣中的螢石為例。
以下使用EDX 3600B型對螢石國標樣GBW07252實際測試的所得的譜圖,工作曲線等相關數據:
① .螢石在EDX 3600B上測試的譜圖
② . 螢石國標樣Si的工作曲線與相關數據